 नेपाली
नेपाली-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు - नेपाली
-
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


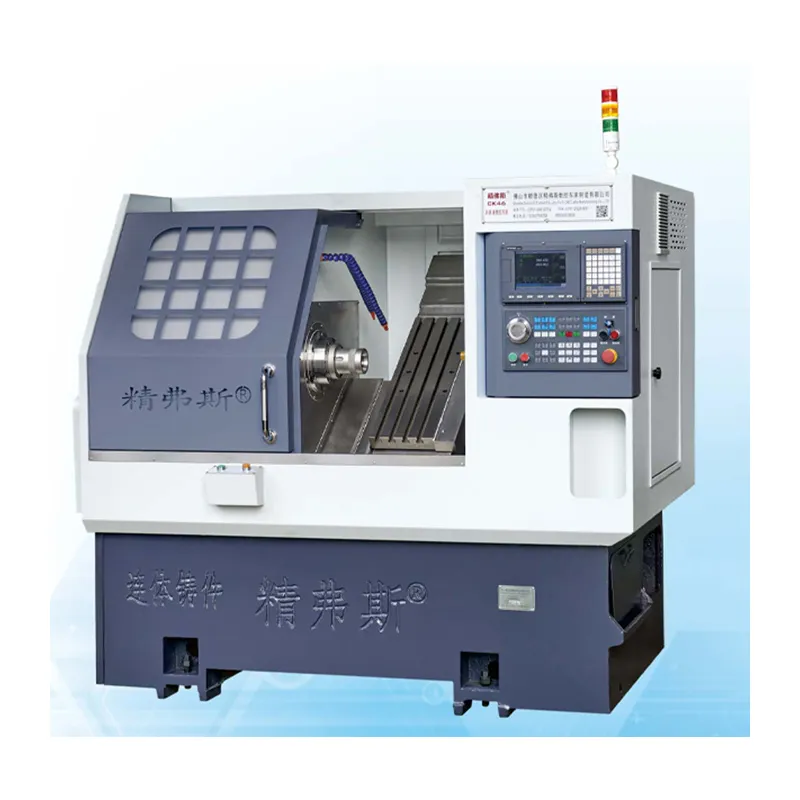
सीएनसी मेसिन उपकरणको क्लम्पिंग बलको कार्यको दिशा कस्तो दिशाको बिन्दु छनौट गर्ने?
1। क्ल्याम्पिंग बल मुख्य स्थिति सन्दर्भ तिर निर्देशित हुनुपर्दछ। कार्यस्थलसँग / 4 सतहको साथ एक ठाडोता आवश्यकता छ। तसर्थ, एक सतह मुख्य स्थिति आधार सतह को रूप मा प्रशोधन को रूप मा प्रयोग गरीन्छ, र क्ल्याम्पिंग फोर्स को दिशा f को दिशा निर्देशन / 4 सतह तिर निर्देशित हुनुपर्दछ। यदि क्लेम्प्रिंग बल बी सतहमा परिवर्तन भएको छ भने, साइड / between को बीचमा कोण त्रुटिको कारणCnc लेटोभाग र तल सतह बी, प्वाल क्ल्याम्पिंगको क्रममा वर्कपिसको स्थिति स्थिति नष्ट गरिन्छ, प्वालको ठाडोता आवश्यकतालाई असर गर्दछ र / 4 सतहको आवश्यकतालाई असर गर्दछ।
2। क्ल्याम्पिंग बलको कार्यको बिन्दु स्थितिको एलिमेन्टको समर्थन दायरा भित्र पस्न र समर्थन तत्वको ज्यामितीय केन्द्रको नजिक हुनुपर्दछ। समर्थित सतह बाहिर कार्य गर्दछ क्लेम्पिंग सतहले झुकाव लुक्दछ र सर्किसको स्थितिलाई नष्ट गर्दछ।
Class। क्ल्याम्पिंग बलको दिशामा क्ल्याम्पिंग बलको आकार कम गर्न अनुकूल हुनुपर्दछ। जब ड्रिलि dring प्वाल ए प्वाल, क्ल्याम्पिंग फोर्सको दिशा अक्षेर काट्ने बल एफ। वर्कपिस गुरुत्वाकर्षण सीको दिशा समान छ, र प्रशोधन प्रक्रियाको लागि आवश्यक छ।
4। क्ल्याम्पिंग फोर्सको कार्यको दिशाको दिशाको बिन्दु सीनम किटेका भागहरूको राम्रो कठोरता र स्थितिमा लागू गर्नुपर्नेछ। पातलो-पर्खाल बाहुरा वर्कपिस को अक्षियल कठोरता रेडियल कठोरता भन्दा राम्रो छ, र क्ल्याम्पिंग बल अक्षीय दिशामा लागू गर्नुपर्दछ; जब पातलो-पर्खाल बक्स क्रम्प गरिएको हुन्छ, यसले उत्तेजकको छेउमा राम्रो कठोरताको साथ कार्य गर्नुपर्दछ; जब यस बक्समा कुनै राजक किनारा हुँदैन, एकल-पोइन्ट क्ल्याम्पिंगलाई तीन-पोइन्ट क्ल्याम्पिंगमा परिवर्तन गर्न सकिन्छ।
The क्लेम्म्म्प बलको कार्यको बिन्दु सम्भव भएसम्म कार्पासपिस प्रशोधन सतहको नजिक हुनुपर्दछ। कार्यस्थल प्रशोधनको अंशको कठोरता सुधार गर्न र कामपीसको कम्पनलाई रोक्नुहोस् वा रोक्नुहोस्, क्लामपिंग बलको विन्दु सम्भव भएसम्म प्रशोधनको सतहको नजिक हुनुपर्दछ। जब फोर्क क्रम्प गरिएको हुन्छ, मुख्य क्लाम्पिंग बल एफ: मुख्य स्थितिको आधारमा ठाडो रूपमा प्रेरित गर्दछ, र सहायक प्रशोधन सतहको नजिक सेट गरिएको छ। जब उपयुक्त सहायक क्लामम्पिंग फोर्डिंगलाई लागू हुन्छ, वर्कपिसका स्थापना उन्मूलन गर्न सकिन्छ।
सोधपुछ पठाउनुहोस्


X
हामी तपाईंलाई राम्रो ब्राउजिङ अनुभव प्रदान गर्न, साइट ट्राफिक विश्लेषण र सामग्री निजीकृत गर्न कुकीहरू प्रयोग गर्छौं। यो साइट प्रयोग गरेर, तपाईं कुकीहरूको हाम्रो प्रयोगमा सहमत हुनुहुन्छ।
गोपनीयता नीति