 नेपाली
नेपाली-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు - नेपाली
-
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


कसरी Cncla lavering कार्य काम कसरी गर्दछ?
CNC (कम्प्युटर संख्यात्मक नियन्त्रण) टटनपरिष्कृत मसिनिंग उपकरणहरू हुन् र उच्च परिशुद्धताका साथ भागहरू आकार दिन र निर्माण गर्न प्रयोग गरिन्छ। एक सीएनसी लातको प्रोग्रामिंग महत्त्वपूर्ण प्रक्रिया हो जसले इच्छित आकार र आयाम उत्पादन गर्न मेशीनको आन्दोलन र अपरेशन्स नियन्त्रण गर्दछ। सीएनसी लाइट प्रोग्रामिंगमा निर्देशनहरू सेट सिर्जना गर्नु समावेश छ, जी-कोडको रूपमा चिनिन्छ, जसले मेसिनलाई कसरी सञ्चालन गर्ने भनेर मेसिन भन्छ। यो प्रोग्रामिंग कार्यहरूले कसरी दक्षता बढाउन सक्छ, र त्रुटि कम गर्न सक्छ, र इष्टतम मेशिन प्रदर्शन सुनिश्चित गर्दछ। यो ब्लगले CNC लेटि compance को जटिलताहरू अन्वेषण गर्दछ, यसको आधारभूत संरचना, उपकरणहरू, र उत्तम अभ्यास सहित।
Cncla lave प्रोग्रामिंग के हो?
सीएनसी लाइट प्रोग्रामिंग कमांभ्याउने उपकरण र एक सीएनसी लाइटेमा वर्कपीस नियन्त्रण गर्न आदेश र कोडहरू सिर्जना गर्ने प्रक्रिया हो। कार्यक्रमले उपकरणको स्थिति, काट्ने गति, फिड दर, र एक विशिष्ट भाग सिर्जना गर्न आवश्यक पर्ने आन्दोलनहरू निर्दिष्ट गर्दछ। कार्यक्रममा सामान्यतया G-CODs र M-CODSES समावेश गर्दछ, जसले मेसिनको बिभिन्न कार्यहरू परिभाषित गर्दछ।
- g-codes: G-CODS (ज्यामितीय कोडहरू) मुख्यतया उपकरणको आन्दोलन र स्थिति (उदाहरण वा गोलाकार वा गोलाकार गति) नियन्त्रण गर्नुहोस्।
- M-CODS: M-CODS (विविध कोडहरू) एक्सप्रेइलियन कार्यहरू जस्तै ह्याक्शल कार्यहरू जस्तै, कूलान्ट नियन्त्रण, वा उपकरण परिवर्तनहरू।
यी कोडहरू पूर्ण कार्यक्रम बनाउन अनुक्रममा लेखिएका छन् जुन विभिन्न मशीनिंग प्रक्रियाहरू मार्फत गरिएका, थ्रेड, र ड्रिलिंग जस्ता विभिन्न मशीनिंग प्रक्रियाहरूमा मार्गदर्शन गर्दछ।
Cncly लेभेटमा संलग्न चरणहरू
Cncha luotting प्रोग्रामिंग प्रक्रियामा इच्छित अंश सही रूपमा निर्मित छ सुनिश्चित गर्न धेरै चरणहरू समावेश गर्दछ। यहाँ एक चरण-द्वारा-चरण गाईड छ कि यसले सामान्यतया कसरी काम गर्दछ:
1 भागको डिजाईन गर्दै
सीएनसी कार्यक्रम लेख्नु अघि, भाग क्याचर (कम्प्यूटर एडर्ड डिजाइन) सफ्टवेयर प्रयोग गरेर डिजाइन गर्नुपर्दछ। यस डिजाइनमा सबै ज्यामितीय आयाम, सुविधाहरू, र सहनशीलता समावेश गर्दछ। क्याड फाइलले सीएनसी कार्यक्रम सिर्जना गर्ने आधारको रूपमा सेवा गर्दछ।
2 एक उपकरणपात सिर्जना गर्दै
टूलपातले काट्ने उपकरणलाई काट्ने मार्गलाई जनाउँछ जुन भागको लागि मेशिनमा पछ्याउँदछ। क्याम प्रयोग गर्दै (कम्प्युटर-एडर्ड उत्पादन) सफ्टवेयर, प्रोग्रामरले कार्य मोडेलमा आधारित एक उपकरणपत उत्पन्न गर्दछ। उपकरणपाटीथले उपकरण प्रकार, आकार, र प्यारामिटरहरू सहित विभिन्न कारकहरू विचार गर्नुपर्दछ।
। G-कोड लेख्दै
एक पटक टुलप्रोपाथ परिभाषित गरिएको छ, प्रोग्रामरले यसलाई G-कोडमा अनुवाद गर्दछ, कि त मैन्युअल वा क्याम सफ्टवेयर प्रयोग गरेर। यो G-कोडले सबै आवश्यक निर्देशनहरू निर्दिष्ट गर्दछ, जस्तै उपकरण परिवर्तन, कटौती चालहरू, र स्पिन्डल गति।
साधारण भागहरूको लागि, म्यानुअल प्रोग्रामिंग प्रभावकारी हुन सक्छ। यद्यपि, जटिल आकार र जटिल ज्यामितिहरूको लागि, क्याम्स सफ्टवेयर अधिक कुशल छ, किनकि यसले स्वचालित रूपमा अनुकूलित जी-कोड उत्पन्न गर्न सक्दछ।
4 कार्यक्रमको सिमुलेट गर्दै
यो वास्तविक मेसिनमा चलाउन अघि सीएनसी कार्यक्रमको नक्कल गर्नु महत्त्वपूर्ण छ। नक्कली सफ्टवेयरले सम्भावित मुद्दाहरू पहिचान गर्न मद्दत गर्दछ, जस्तै उपकरण टक्करहरू, ओभर-यात्रा, वा गलत काट्ने मार्गहरू। यस चरणले कार्यक्रमको सुनिश्चिततालाई सुनिश्चित गर्दछ - नि: शुल्क छ र इच्छित परिणाम उत्पादन गर्दछ।
।। कार्यक्रम लोड र परीक्षण
प्रमाणिकरण पछि, जी-कोड सीएनसी लेटोको कन्ट्रोलर मा लोड गरिएको छ। एक workpyius, एक workpyius, एक परीक्षण रन, वा "सुख्खा रन," मेशिनले सामग्री बिना नै सही मार्ग अनुसरण गर्न को लागी प्रदर्शन गर्दछ।
। भागमा मशीन गर्दै
एकपटक सुख्खा रनरले पुष्टि गर्यो कि सबै कुरा क्रमबद्ध छ भने, कार्यक्रमको वास्तविक कामपीसमा कार्यान्वयन गरिएको छ। Cncll लेटरहरूले निर्दिष्ट डिजाइन अनुसार जी-कोडमा निर्देशनहरू अनुसरण गर्दछ।
।। निरीक्षण र गुणवत्ता नियन्त्रण
मसिनिंग पछि, भाग आयामी शुद्धता र सतह गुणवत्ताको लागि निरीक्षण गरिएको छ। यदि कुनै विचलनहरू फेला पर्दछ भने, सीएनसी कार्यक्रम समायोजन गर्न सकिन्छ।
CNC लेटि of को लागि उत्तम अभ्यासहरू
इष्टतम परिणामहरू प्राप्त गर्न र त्रुटिहरू रोक्नको लागि, निम्नलिखित उत्तम अभ्यासहरू विचार गर्नुहोस् जब प्रोग्रामिंग सि ncc enchest जब प्रोग्रामिंग सि nc encents:
1 मेशिन क्षमताहरू बुझ्नुहोस्: स्पीड, फिड दर को सर्तमा मसिनको सीमा थाहा छ, र गहिराई काट्ने। यसको क्षमता बाहेक मेसिन धकेल्दै यसको क्षमताहरूले उपकरण लगाउन सक्छ, अंश गलत त वा मेशिन क्षति।
2 टूलपाथहरू अनुकूलन गर्नुहोस्: गैर-काट्ने आन्दोलनहरूलाई न्यूनतम गर्नुहोस् र माकीहरू लगाउने समय र उपकरण लगाउन कुशल मार्गहरू छनौट गर्नुहोस्। ड्रिलिंग र ट्यापिंग जस्ता दोहोरो चक्र प्रयोग गर्नुहोस्।
। सही काट्ने प्यारामिटरहरू प्रयोग गर्नुहोस्: सामग्री प्रकार, उपकरण चयन, र इच्छित सतह समाप्त हुन्छ छनौट प्यारामिटरहरू छनौट गर्नुहोस्। इष्टतम गति र फिडहरूको लागि उपकरण निर्माता निर्माता सिफारिशहरू परामर्श गर्नुहोस्।
Grought। सुरक्षा ब्लकहरू समावेश गर्नुहोस्: प्रोग्रामको सुरूवात र अन्त्यमा कुनै सक्रिय मोडहरू रद्द गर्नको सुरूमा सुरक्षा र अन्तमा थप्नुहोस् र मेसिन एक ज्ञात राज्यबाट सुरू हुन्छ।
। कार्यक्रमको कागजात: कार्यक्रमको प्रत्येक खण्डको व्याख्या गर्न g-कोडमा टिप्पणीहरू समावेश गर्नुहोस्। यसले भविष्यमा बुझ्न, परिमार्जन र समस्या निवारण गर्न सजिलो बनाउँदछ।
। नियमित ब्याकअप प्रोग्रामहरू: डाटा घाटा रोक्न र उत्पादनमा स्थिरता सुनिश्चित गर्नका लागि सबै सीएनसी कार्यक्रमहरूको ब्याकअपहरू राख्नुहोस्।
अन्तिम विचारहरु
Cncha lunte प्रोग्राम एक जटिल तर पुरस्कृत प्रक्रिया हो जसले सटीक कन्ट्रोलनमा सक्षम गर्दछ। G-कोडको संरचना बुझेर, कदमहरू, र उत्तम अभ्यासहरू, अपरेटरहरू र कार्यक्रमहरूले दक्षता र स्थिरताका साथ उच्च-गुणवत्ताका परिणामहरू प्राप्त गर्न सक्दछन्। साधारण अंशहरू वा जटिल जिमेट्रीहरू प्रोग्रामिंग, सीएनसी लासेटिंगको महारत सीएनसी टेक्नोलोजीको पूर्ण सम्भावनालाई अनलक गर्न कुञ्जी हो।
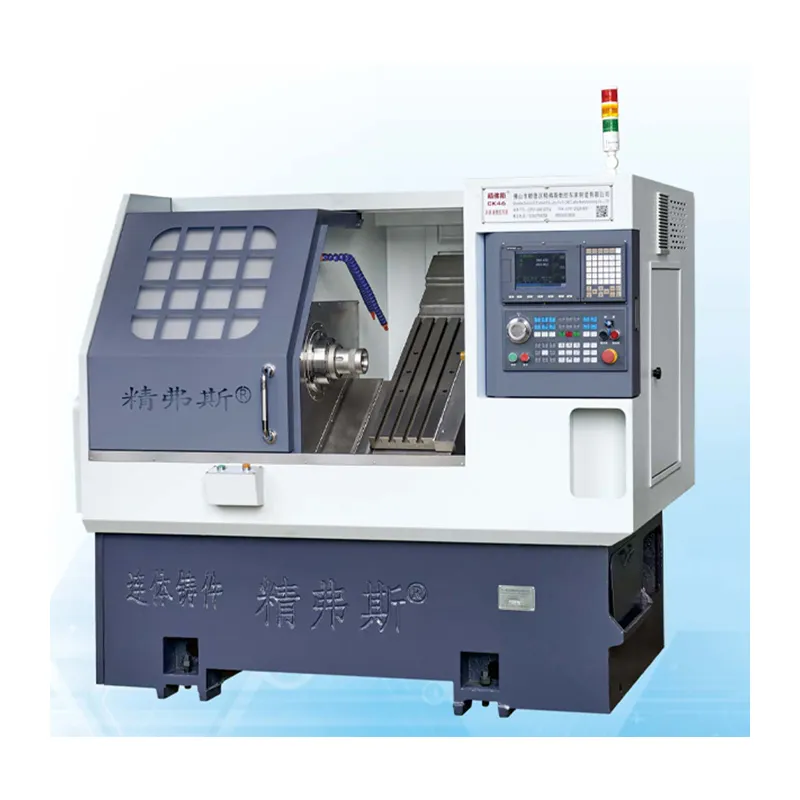
जि ingfusi धेरै वर्षदेखि उच्च गुणस्तरको स्लान्य स्मन्ट-बेड क्यान्स लाट उत्पादन गर्दैछ र चीनमा आपूर्तिकर्ताहरू र आपूर्तिकर्ताहरू मध्ये एक एक व्यावसायिक स्लोन्ट-बेड-बेड-बेड-बेड-बेड-बेड-बेड-बेड-बेड-बेड-बेड-बेडहरू मध्ये एक हो। यदि तपाइँ इच्छुक हुनुहुन्छ भने कृपया प्रबन्धक: jefcrcom.com सम्पर्क गर्नुहोस्।
सोधपुछ पठाउनुहोस्


X
हामी तपाईंलाई राम्रो ब्राउजिङ अनुभव प्रदान गर्न, साइट ट्राफिक विश्लेषण र सामग्री निजीकृत गर्न कुकीहरू प्रयोग गर्छौं। यो साइट प्रयोग गरेर, तपाईं कुकीहरूको हाम्रो प्रयोगमा सहमत हुनुहुन्छ।
गोपनीयता नीति